吹塑机在出厂前都必须经过全面的、系统的和严格的各种检测,检测合格且打样合格后,才准予出厂。
本文以DDSJ350X6C吹塑机为例,详细介绍了多层塑料挤出吹塑中空成型机(以下简称:多层吹塑机)的验收过程及其相关标准。
1.多层吹塑机技术要求
1.1多层吹塑机的最大制品规格
普通容器(圆筒状):350L
多层塑料燃油箱:120L
1.2多层吹塑机应符合本标准的要求,并按照规定程序批准的图样及技术文件制造。
1.3机器各温控区的温度控制仪示值温度与被加热部位实际温度(点温计测量)允差5%。
计算方法如下: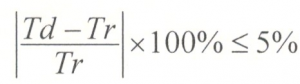
其中,Td为显示温度,°C;
Tr为实测温度,°C。
1.4多层吹塑机的其它技术要求应符合JB/T 8539—2013的要求。
2.多层吹塑机的试验项目与检验规则
2.1空运转试验
2.1.1空运转试验是指整机在挤出机不运转,机头无料,且机头和挤出机均不加热的情况下所进行的项目试验。
2.1.2机器总装合格后,应进行不少于8h的连续空运转试验。
2.1.3空运转试验前,必须在手动工作模式下对各动作的准确性和可靠性进行考核,要求至少连续10次无误。
2.1.4空运转试验时,运动应平稳、无停滞,动作灵活、可靠、协调, 程序准确,各操作件反应准确。
2.2整机生产性试验
2.2.1生产性实验的前提条件:
●用满足型坯重量为16±2kg,且设计合理、冷却效果良好的模具,
●按规定的工艺规范,
●将机器调整至最佳状态,
●确保壁厚控制系统工作正常,
●确保机器运行稳定可靠
用全自动工作方式连续生产 8h,生产效率不得低于20只/h,成型率不低于98%。
2.2.2制品质量应达到下列指标:
a.最大产量
将各挤出机开到最高转速,完全打开芯模,连续在相同时间内取料坯5 次,用计量装置称重,最大产量应满足:
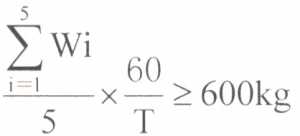
其中,Wi是每次所取型坯重量,kg;
T为所取型坯的相同时间,min.
b.重量均匀性
1) 型坯重量均匀性
连续抽样10次,重量均匀性为:
⑴ 
⑵
其中,W=Wprsn-Wart+Wlft
Wprsn——型坯的重量,kg;
Wart——制品的重量,kg;
Wlft——料头的重量,kg;.
Wmax 型坯的最大重量,kg;
Wmin 型坯的最小重量,kg;
 ——10次取样型坯的平均重量,即
——10次取样型坯的平均重量,即 
2)制品重量均匀性与b.1)同时检测。
其中,Wmax——制品的最大重量,kg;
Wmin—–制品的最小重量,kg;
 ——10次取样型坯的平均重量,即
——10次取样型坯的平均重量,即 
c.制品壁厚均匀性
连续抽样10次,在各制品相对大平面的中心相同位置取点,进行壁厚均匀性检查:
其中,Wmax——制品的最大重量,kg;
Wmin 制品的最小重量,kg;
 ——10次取样型坯的平均重量,即
——10次取样型坯的平均重量,即
d.阻隔层包络连续性
在10只制品中抽查1件,该项可与C.壁厚均匀性同时进行检测。在制品的形状变化相对较少的位置,沿横向切割一宽度为100mm的圆环,在170 °C的烘箱中保温3h。
要求阻隔层连续、无断点。
e.D/E/F层厚度分布(%)状况
该项与c.壁厚均匀性同时进行检测。将所取的相同位置点,经放大处理后进行测量分析,并计算出D/E/F层所占百分比的变化情况。
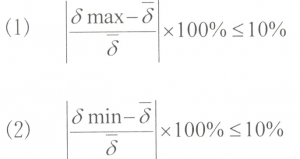
f.最小壁厚
在10只制品中抽查1件。沿制品壁厚最薄处剖开,测量其厚度。
要求δ≥2.5mm(当制品有特殊结构要求除外)。
g.外观质量
目测外表面无缺陷,图案清晰,颜色均匀,结缝良好,不得有气孔、疏松等缺陷。
2.3检验规则
每台多层中空机经制造厂质量检验部门检验合格后方能岀厂,并附有产品质量合格证。
每台多层中空机出厂前,必须进行不少于8h的连续空运转试验,并在试验前检查多层吹塑机的其它技术要求是否应符合JB/T 8539—2013的相关规定,在试验中检查空运转实验是否符合2.1.3和2.1.4的相关规定。
每台多层中空机出厂前,必须进行不少于8h的整机生产性试验,并在试验前检查1.2的规定,在试验中检查2.2的相关规定。
3.多层吹塑机的出厂验收
所有上述项目检测检验合格,试样打样合格后,由厂家出具吹塑机出厂合格证明,准予发货!